วิธีการทำงานเครื่องเชื่อมอัตโนมัติ
ความต้องการเครื่องเชื่อมกึ่งอัตโนมัติในตลาดอุปกรณ์เชื่อมยังคงเติบโตทุกปี เนื่องจากข้อดีที่เห็นได้ชัดคือต้นทุนที่เหมาะสมโหมดการทำงานที่หลากหลายสะดวกในการติดตั้งและใช้งาน อย่างไรก็ตามต้นแบบผู้เริ่มต้นใช้งานอาจไม่สามารถใช้วิธีกึ่งอัตโนมัติได้ สิ่งแรกที่คุณต้องรู้คืออุปกรณ์และหลักการทำงานของหน่วยรวมถึงคำแนะนำพื้นฐานสำหรับการเลือกลวดสำหรับเชื่อม
เนื้อหา
อุปกรณ์และหลักการทำงานของอุปกรณ์กึ่งอัตโนมัติ
จุดประสงค์หลักของเครื่องเชื่อมกึ่งอัตโนมัติคือการเชื่อมด้วยการใช้อิเลคโตรไลท์ซึ่งถูกเป่าด้วยแก๊สป้องกัน. อุปกรณ์นี้ใช้สำหรับการเชื่อมต่อเหล็กกล้าคาร์บอนต่ำและต่ำรวมทั้งตะเข็บทั้งแบบยาวและแบบไม่ต่อเนื่อง

อุปกรณ์นี้ได้รับการออกแบบมาให้ทำงานในที่ปิดอากาศถ่ายเทได้ดีที่อุณหภูมิตั้งแต่ -10 ° C ถึง + 40 ° C
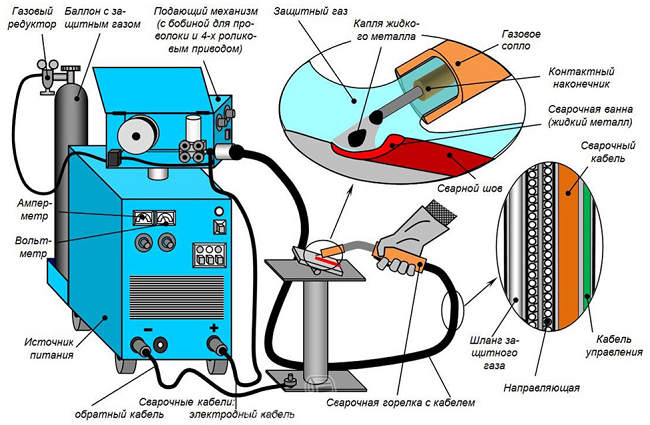
อุปกรณ์กึ่งอัตโนมัติประกอบด้วย รายการต่อไปนี้:
- หน่วยหลักที่ผลิตกระแสเชื่อมที่มีขนาดที่ต้องการ
- ชุดป้อนสายไฟ
- เชื่อมด้วยไฟฉายด้วยสายเคเบิลที่เชื่อมต่อผ่านสายไฟที่ผ่านไปท่อก๊าซสายไฟควบคุมและคู่มือสำหรับขั้วลวด
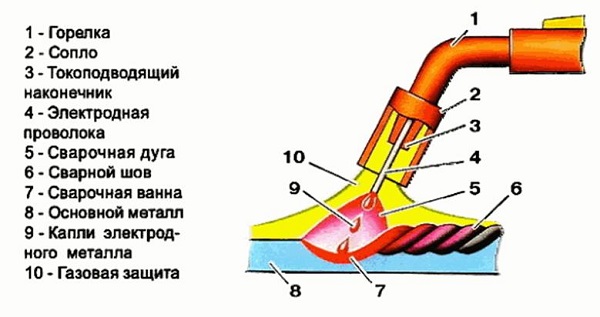
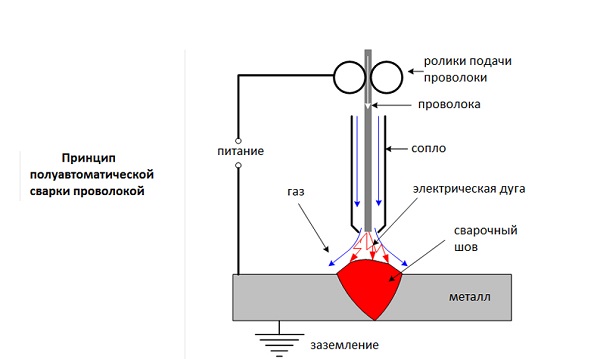
หลักการทำงานของเครื่อง มีดังนี้ โดยการกดปุ่มเริ่มต้นที่อยู่บนที่จับไฟฉายการเริ่มต้นใช้งานของสายไฟ (4), กระแสและป้องกันแก๊สผ่านหัวฉีด (2) กระแสของลวดจะไหลผ่านปลายที่เป็นสื่อกระแสไฟฟ้า (4) เมื่อสัมผัสกับโลหะฐานจะมีส่วนโค้งไฟฟ้าเกิดขึ้นซึ่งจะเริ่มละลายขั้วไฟฟ้า หยดโลหะอิเล็คโทรดลงบนฐานโลหะ (8) สร้างรอยต่อ (6) ในเวลาเดียวกันอ่างเชื่อม (7) อยู่ภายใต้การเป่าด้วยแก๊สป้องกัน (10) ซึ่งช่วยป้องกันไม่ให้ออกซิเจนและไนโตรเจนไหลเข้าสู่อากาศได้ด้วยการป้องกันแก๊สรอยเชื่อมจึงคงทนและมีคุณภาพสูง
การทำงานของอุปกรณ์กึ่งอัตโนมัติอาจทำได้โดยปราศจากก๊าซป้องกัน ในกรณีนี้จะใช้ลวดไฟฟ้าที่มีการเคลือบผงพิเศษ ที่อุณหภูมิสูงสารเคลือบผิวนี้จะระเหยกลายเป็นไอและก๊าซที่เป็นผลให้มีคุณสมบัติป้องกันสำหรับสระเชื่อม
การเลือกสายอิเลคโทรด
ลวดไฟฟ้าเป็นแบบ snap โดยที่เครื่องเชื่อมจะไม่สามารถทำงานได้ มันถูกเสิร์ฟโดยใช้กลไกพิเศษและทำหน้าที่ของขั้วไฟฟ้า
สำหรับกึ่งอัตโนมัติมีสองกลุ่มของวัสดุสำหรับการเชื่อม:
- ลวดทึบ
- แกนลวดไฟฟ้า
มีมากกว่า 76 ชนิดของตัวแปรแรก แต่บ่อยขึ้นเพียงเล็กน้อยของพวกเขาถูกนำมาใช้ อุปกรณ์ประเภทอื่น ๆ มีความเชี่ยวชาญสูงและใช้ในการผลิต สิ่งสำคัญที่ควรพิจารณาเมื่อเลือกลวดคือประเภทของโลหะที่ใช้ในการเชื่อมโครงสร้าง โดยส่วนใหญ่แล้วจำเป็นต้องต้มเหล็กกล้าคาร์บอนต่ำและเหล็กกล้าไร้สนิมต่ำโดยใช้ลวดเคลือบที่ไม่ใช่ทองแดงและเคลือบด้วยทองแดง
ลวดทองแดง เป็นที่นิยมมากที่สุดในหมู่ช่างเชื่อมเนื่องจากการเคลือบป้องกันการกัดกร่อน แต่ทุกคนไม่ทราบว่าในระหว่างการถลุงทองแดงในอากาศได้รับการระเหยเป็นอันตราย ลวดทองแดง เป็นอันตรายมากขึ้นและมีการเคลือบป้องกันการกัดกร่อน
ใช้กับกึ่งอัตโนมัติ cored wireซึ่งไม่จำเป็นต้องมีแก๊สป้องกันในระหว่างการทำอาหาร ลวดไฟฟ้ามีเครื่องหมายพิเศษตัวอย่างเช่น: CB 08G2S. มันถอดรหัสดังต่อไปนี้:
- SV - ลวดเชื่อม
- 08 – หมายความว่าสัดส่วนมวลของคาร์บอนในส่วนประกอบของเครื่องมือคือ 0.08%;
- G - จดหมายฉบับนี้หมายถึงแมงกานีสซึ่งอยู่ในองค์ประกอบของเส้นลวด
- 2 - ตัวเลขแสดงว่าปริมาณแมงกานีส 2%;
- C - จดหมายฉบับนี้ระบุถึงการปรากฏตัวของซิลิคอนในอุปกรณ์ถ้าหลังจากที่ตัวอักษรมีจำนวนไม่แล้วจะมีไม่เกิน 1%
ต่อไปนี้คือตารางที่ระบุตัวอักษรของสารเติมแต่งทั้งหมดที่ทำขึ้นเป็นลวดเชื่อมถอดรหัส
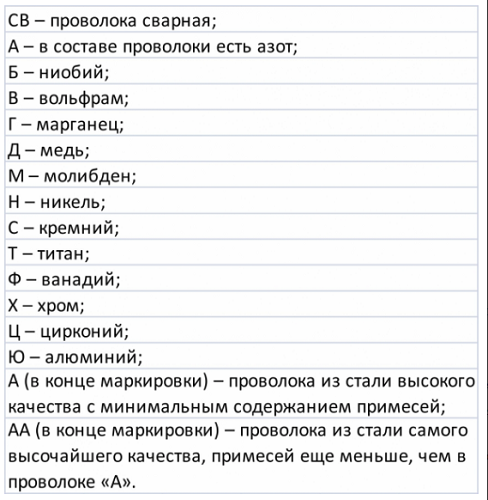
ตัวอย่างเช่นการใช้โต๊ะสามารถถอดรหัสเครื่องหมาย CB-06Х21Н7БТซึ่งหมายความว่าลวดเชื่อมมีคาร์บอนไดออกไซด์ 0.06%, โครเมียม 21% และนิกเกิล - 7% ลวดเป็นโลหะผสมที่มีโลหะสองชนิดไนโอเบียมและไทเทเนียม
สำหรับการเชื่อม เหล็กกล้าอัลลอยต่ำ (นี่คือ 90% ของโลหะทั้งหมด) สาย 08G2S ที่มีเส้นผ่าศูนย์กลาง 0.6 มม. สามารถใช้ได้ทั้งในชีวิตประจำวันและในการซ่อมแซมร่างกาย นอกจากนี้ยังสามารถใช้กับหน่วยที่มีกระแสไฟฟ้าได้ถึง 500A สำหรับการเชื่อมเหล็กกล้าไร้สนิมใช้สายยี่ห้อ Sv01H19N9 อลูมิเนียมและทองแดงต้มในสารละลายอาร์กอนซึ่งสอดคล้องกับองค์ประกอบของเส้นลวด อลูมิเนียมต้มกับเกรด SV-97, CB-A85 และ CB-AMts สำหรับการเชื่อมโลหะของอุปกรณ์ที่ใช้ทองแดงยี่ห้อ SV-97, CB-A85 และ CB-AMts
เส้นผ่านศูนย์กลางของสายอิเลคโทรดจะถูกเลือกตามความหนาของโลหะที่ถูกเชื่อม
กฎการเชื่อมกึ่งอัตโนมัติ
ประการแรกเมื่อเริ่มทำงานกับอุปกรณ์กึ่งอัตโนมัติชิ้นส่วนที่ตั้งใจสำหรับการเชื่อมต่อต้องเป็น ทำความสะอาดสีและสนิมได้ดี. ทำความสะอาดสถานที่ที่มีคลิปสำหรับมวลชนไว้ด้วย
วิธีจับเครื่องเขียน
คุณสามารถจับเครื่องเขียนได้ด้วยมือเดียว แต่คุณภาพของตะเข็บจะดีกว่าถ้าคุณใช้ทั้งสองอย่าง มือข้างหนึ่งทำหน้าที่เป็นตัวสนับสนุนขณะที่อีกคนหนึ่งถือเครื่องเขียนไว้

ด้วยวิธีนี้จะง่ายกว่าในการควบคุมมุมและระยะห่างของหัวเผาจากชิ้นงานรวมถึงการเคลื่อนย้ายที่จำเป็นเพื่อสร้างรอยเชื่อมที่มีคุณภาพสูง เพื่อให้มือของคุณมีอิสระที่คุณต้องการ ใช้หน้ากากเชื่อมซึ่งติดอยู่ที่ศีรษะ
มุมที่เหมาะสมเมื่อใช้งานเป็นแบบกึ่งอัตโนมัติไม่มีอยู่ โดยปกติการเชื่อมต่อช่องว่างที่วางอยู่ในระนาบเดียวกันจะใช้ความเอียงของหัวเผา (จากตำแหน่งแนวตั้ง) ที่ 15-20 องศา ใช้ส่วนที่เชื่อมต่อกันซึ่งอยู่มุมหนึ่งซึ่งกันและกันโดยใช้ความเอียงของคบเพลิง 45 องศา ด้วยการซื้อประสบการณ์ช่างเชื่อมแต่ละคนจะเลือกมุมเอียงของเครื่องมือที่สะดวกที่สุดโดยคำนึงถึงสถานการณ์ต่างๆ
Motion Burner
สำหรับการก่อตัวของตะเข็บที่มีคุณภาพสูงมีหลายวิธีในการเคลื่อนที่ของไฟฉาย
- สำหรับโลหะหนา 1-2 มม ใช้การเคลื่อนไหวแบบหยักใบหยัก ดังนั้นอาร์กจับทั้งสองแผ่นโลหะและไม่มีเวลาในการเผาไหม้ เป็นผลให้ตะเข็บถูกปิดผนึกและทนทาน
- สำหรับการเชื่อม โลหะที่มีความหนาใด ๆ ใช้ตะเข็บตรงโดยไม่รวมการเคลื่อนไหวด้านใดด้านหนึ่ง แต่ในกรณีนี้ผู้ประกอบการจะต้องมีประสบการณ์บางอย่างเพื่อที่ว่าเมื่อไฟฉายเคลื่อนที่โค้งอย่างเท่าเทียมกันจะทำหน้าที่ทั้งสองส่วนที่ผสมพันธุ์
- ถ้างานกำลังจะมาถึง โลหะหนาน้อยกว่า 1 มมจำเป็นที่จะต้องลดความแรงของกระแสและความเร็วในการป้อนลวดเช่นเดียวกับการใช้เส้นผ่าศูนย์กลางที่เล็กกว่า การเชื่อมจะเกิดขึ้นในจังหวะสั้นโดยจะหยุดระหว่างประมาณ 1 วินาที ต้องหยุดชั่วคราวเพื่อระบายความร้อนของโลหะและระบายส่วนต่อไปให้เป็นตะเข็บเสาหิน
- หากผสมพันธุ์ ยาวรายละเอียดบางแล้วเชื่อมจะดำเนินการกับส่วนสั้นหรือจุดที่อยู่ในระยะทางที่กำหนด นอกจากนี้เพื่อหลีกเลี่ยงการเสียรูปของชิ้นส่วนคุณสามารถปรุงอาหารสลับกันเป็นกลุ่มสั้น ๆ โดยมีส่วนปลายของส่วนการผสมพันธุ์ต่างกัน
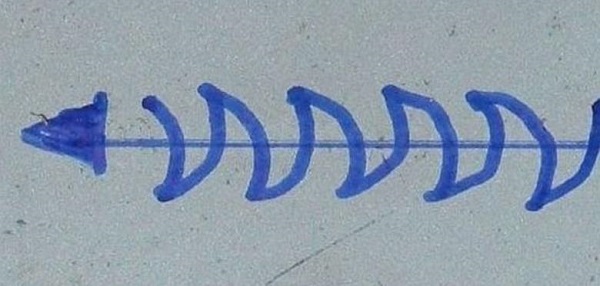
ความเร็วในการเชื่อม
นี่คือความเร็วของการเคลื่อนที่ของเส้นโค้งไฟฟ้าตามส่วนติดต่อของชิ้นส่วนและถูกควบคุมโดยผู้ปฏิบัติงานของอุปกรณ์กึ่งอัตโนมัติ ความเร็วในการเคลื่อนที่ของเครื่องมือควรสัมพันธ์กับแรงดันไฟฟ้าของส่วนโค้ง, ความเร็วในการป้อนลวด, ความหนาของโลหะและรูปร่างตะเข็บที่ต้องการ ที่ความเร็วสูงของการเคลื่อนไหวของเครื่องเขียนมีการฉีดพ่นสารเคมีจำนวนมากก๊าซป้องกันจะยังคงอยู่ในตะเข็บที่แข็งตัวและทำให้เกิดรูพรุนด้วยความเร็วในการเคลื่อนที่ของเตาที่ช้าทำให้เกิดส่วนโค้งที่มากเกินไปในวัสดุซึ่งสามารถเผาไหม้ได้ นอกจากนี้เมื่อเชื่อมต่อชิ้นส่วนขนาดใหญ่ที่เกิดขึ้น ตะเข็บหนา รูปต่อไปนี้แสดงให้เห็นว่าตะเข็บมีลักษณะอย่างไรที่ความเร็วของไฟฉายต่างกัน

อัตราการไหลของแก๊ส
แหล่งจ่ายแก๊สควรจะเพียงพอที่จะให้ลวดเป่า กับการไหลของก๊าซที่อ่อนนุ่ม, ตะเข็บจะไม่ได้รับการปกป้องจากการเกิดออกซิเดชัน แต่แม้ในอัตราการไหลสูงการป้องกันจะไม่เพียงพอเนื่องจาก การเกิดขึ้นของความวุ่นวาย. ความเบี่ยงเบนทั้งหมดนี้จากบรรทัดฐานทำให้ตะเข็บมีความพรุนและเปราะบาง ดังนั้นจึงเป็นเรื่องสำคัญมากที่จะต้องมีแหล่งจ่ายก๊าซที่ราบรื่นเพื่อให้การไหลไม่ก่อให้เกิดความวุ่นวายและช่วยปกป้องสถานที่ในการเชื่อมได้อย่างเต็มที่
ความยาวสายไฟ
ลวดก่อนจะสัมผัสกับโลหะต้องออกมาจากปลายมิลลิเมตรประมาณ 6-13 มิลลิเมตร จากค่านี้ขึ้นอยู่กับ ความต้านทานและอุณหภูมิของชิ้นส่วนของขั้วไฟฟ้านี้. การต่อสายของเส้นลวดจากปลายจะมากขึ้นขนาดที่เล็กกว่าจะเป็นขนาดของส่วนโค้ง เป็นผลให้ตะเข็บหนาและแคบด้วยการเจาะต่ำลงไปในโลหะหากความยาวของเครื่องมือลดลงการรุกของส่วนโค้งลงในโลหะจะเพิ่มขึ้นและตะเข็บจะกลายเป็นทินเนอร์และกว้างขึ้น
กระแสไฟฟ้า
โดยขั้วในอุปกรณ์เชื่อมมีความหมาย ทิศทางของกระแสไฟฟ้าในวงจร. ด้วยขั้วตรงค่าประจุลบจะถูกจ่ายให้กับสายไฟและมีประจุบวกต่อส่วนที่เป็นรอย กับขั้วตรงกันข้ามตรงข้ามเป็นจริง: ลวดเป็นบวกและชิ้นงานเป็นลบ
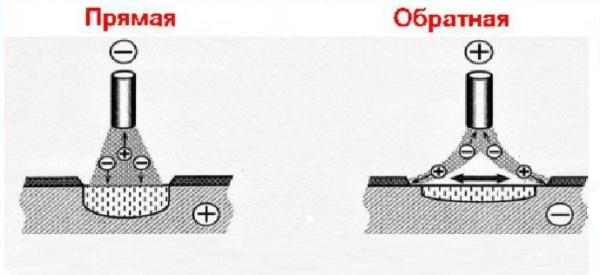
เป็นสิ่งสำคัญ! เมื่อทำงานโดยปราศจากก๊าซป้องกันลวดฟลักซ์คอร์ใช้วิธีการขั้วตรงและด้วยขั้วบวกย้อนกลับ
เสียงเมื่อเชื่อม
การฟังเสียงของการเชื่อมเป็นสิ่งสำคัญโดยเฉพาะอย่างยิ่งสำหรับผู้เริ่มต้นเมื่อเรียนรู้ เสียงที่ถูกต้องเมื่อเชื่อมกับอุปกรณ์กึ่งอัตโนมัติคล้ายกับเสียงของเนื้อย่างในกระทะ เมื่อได้ยินเสียง "เสียงหึ่ง ๆ " ซึ่งหมายความว่ามีความสมดุลระหว่างการตั้งค่าปัจจุบันค่าสายและอัตราการป้อนก๊าซ การเปลี่ยนเสียงเมื่อใช้งานอุปกรณ์อาจได้รับผลกระทบจาก:
- การติดต่อไม่ดีระหว่างที่ยึดน้ำหนักและชิ้นส่วน
- การปรากฏตัวของสเปรย์แช่แข็งที่ปลายหัวเตาเพื่อป้องกันการไหลของก๊าซตามปกติ;
- ทำความสะอาดได้ไม่ดีจากสนิมหรือบริเวณที่เป็นสีในการเชื่อม
มาตรการความปลอดภัยในการทำงาน
ในระหว่างการทำงานกับอุปกรณ์เชื่อมที่จำเป็นต้องปฏิบัติตามมาตรการรักษาความปลอดภัยต่อไปนี้
- ช่างเชื่อมต้องปกป้องทุกส่วนของร่างกายจากการกระเด็นของโลหะร้อนบนตัวเครื่อง สำหรับเรื่องนี้ ใช้เสื้อผ้าทำงานปกคลุมบริเวณที่สัมผัสกับผิวหนังอย่างพอเพียงรวมทั้งถุงมือป้องกัน เสื้อผ้าควรทำจากวัสดุที่หนาแน่นซึ่งสามารถทนต่อการโดนน้ำร้อน ในกรณีที่ไม่มีเสื้อผ้าควรทำจากเส้นใยสังเคราะห์ซึ่งเมื่อสัมผัสกับอุณหภูมิสูงเริ่มละลาย วัสดุดังกล่าวไหม้ได้ทันทีซึ่งอาจทำให้เกิดแผลไหม้กับช่างเชื่อม
- เนื่องจากรังสีอัลตราไวโอเลตหนักเกิดขึ้นระหว่างการเชื่อมจึงจำเป็นต้องปกป้องดวงตาจากการใช้ หน้ากากด้วยกระจกสี. ไม่นานมานี้มาสก์กับแก้ว "กิ้งก่า" ปรากฏตัวขึ้นในตลาดซึ่งมืดเมื่อมีแสงจ้าปรากฏ นอกจากนี้ส่วนอื่น ๆ ของร่างกายยังต้องได้รับการปกป้องจากแสงยูวี
- ควรปิดรองเท้าควรป้องกันไม่ให้มีประกายไฟกระเด็นออกมา
- ห้องที่มีการเชื่อมงานต้องมี การระบายอากาศแบบบังคับหรือเป็นธรรมชาติ (การปรากฏตัวของหน้าต่างที่สามารถเปิดได้) การสูดดมควันและควันที่เกิดขึ้นในระหว่างกระบวนการเชื่อมจะมีผลเสียต่อสุขภาพของมนุษย์
/rating_off.png)











