ใบเลื่อยวงเดือน
ไม้เลื้อยสำหรับไม้และโลหะมีการใช้กันอย่างแพร่หลายในด้านการผลิตและสภาพความเป็นอยู่ของช่างฝีมือในบ้าน เครื่องมือตัดหลักของหน่วยงานเหล่านี้คือเครื่องเลื่อยวงเดือนซึ่งมีการสึกหรอเมื่อเวลาผ่านไปและต้องมีการเหลาหรือเปลี่ยนใหม่ คุณควรรู้ว่าไม่เพียง แต่คุณภาพของการประมวลผลวัสดุ แต่ยังรวมถึงการผลิตของหน่วยโดยรวมขึ้นอยู่กับตัวเลือกที่ถูกต้องของใบมีดสำหรับเครื่องเลื่อยสายพาน
เนื้อหา
การเลือกใบมีดสำหรับเลื่อยวงเดือนโลหะ
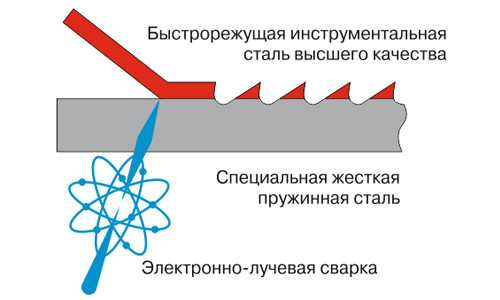
ใบมีดสำหรับเลื่อยประเภทนี้คือเทปที่มีฟันจำนวนหนึ่งตัวเชื่อมอยู่ในรูปของวงแหวน. พื้นฐานของเทปที่ทำจากสปริงเหล็กซึ่งมีความยืดหยุ่นสูงเทปที่ทำจากเหล็กกล้าความเร็วสูงถูกเชื่อมต่อกับฐานที่มีการกัดฟัน
แต่ละวงเห็นโลหะและไม่เพียง แต่ มีป้ายกำกับ. ตัวอย่างเช่นเครื่องหมาย M42 20 x 0.9 x 2362, 8 / 12TPI หมายถึงดังนี้:
- M42 - วัสดุที่ทำจากเทปฟัน
- 20 - ค่านี้ระบุความกว้างของเว็บ mm;
- 0.9 - ความหนาของเครื่องมือ, มม.
- 2362 - ความยาวของวงกลมของเทปเลื่อยมิลลิเมตร
- 8 / 12TPI - ฟันบนวงเลื่อยต่อนิ้ว
เครื่องตัดสามารถทำจาก วัสดุอื่น ๆตัวอย่างเช่นจาก M51, PQ, TSX และอื่น ๆ M42 มีความต้านทานการสึกหรอสูงและมีความแข็งของขอบ 67-68 HRC ดังนั้นการเลื่อยของวัสดุดังกล่าวจึงสามารถใช้ตัดเหล็กที่มีความแข็งไม่เกิน 45 HRC ใบมีด M51 ทนทานต่อการสึกหรอมากกว่าที่กล่าวมาข้างต้น ความแข็งของขอบฟันหน้าของเลื่อยเหล่านี้มีอยู่แล้วเท่ากับ 68 HRC เนื่องจากสแน็ปอินสเตนเลสเช่นเดียวกับเหล็กซึ่งมีความแข็งแรงและทนต่อความร้อนสูง นอกจากนี้วัสดุที่เห็น M 51 ช่วยให้คุณสามารถตัดชิ้นส่วนเหล็กหนานั่นคือชิ้นส่วนที่มีหน้าตัดขนาดใหญ่
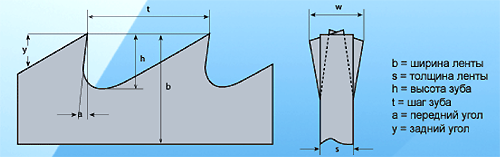
เมื่อเลือกเลื่อยวงดนตรีควรให้ความสนใจเป็นพิเศษไม่เฉพาะกับวัสดุที่ทำจากใบเลื่อยเท่านั้น แต่ยังรวมไปถึงขั้นตอนและ - เรขาคณิต
สนามฟัน
นี่คือระยะห่างระหว่างขอบของฟันสองซี่ที่อยู่ติดกัน
ขั้นตอนใหญ่โหลดเครื่องยนต์ของเครื่องมากขึ้นและให้คุณภาพการตัดที่ไม่ดี สนามขนาดเล็กของฟันที่นำไปสู่การเลื่อยอีกต่อไปเพิ่มต้นทุนด้านพลังงาน แต่ให้ ตัดสะอาด มีผิวเรียบ
สำหรับการตัดวัสดุแผ่นท่อ (บางผนัง) และรายละเอียดคุณควรเลือกใบมีดที่มีระยะห่างต่ำสุดระหว่างชิ้นงานตัด (โดย 1 นิ้ว) แต่ถ้าคุณต้องการตัดชิ้นส่วนขนาดใหญ่ โลหะแข็งจำเป็นต้องติดตั้งใบมีดที่ใหญ่ที่สุดของฟัน ฟันที่มีขนาดเล็ก (ต่อนิ้ว) จะมีเกล็ดที่ลึกกว่าร่องที่พวกเขาจะก่อตัวขึ้น ด้วยเหตุนี้การตัดจะไม่อุดตันกับชิพ นอกจากนี้สนามฟันขนาดใหญ่บนเครื่องมือช่วยเพิ่มประสิทธิภาพของเครื่อง
ความสูงของฟัน
ความสูงของเครื่องมือคือระยะทางจากจุดต่ำสุดของโพรงระหว่างฟันกับด้านบนของชิ้นตัด เนื่องจากการมีรูกลวง ชิปจะถูกลบออกเกิดขึ้นเมื่อตัดโลหะ ความสูงของฟันควรจะเพียงพอเพื่อให้โพรงไม่ได้รับการอุดตันด้วยชิปและกระบวนการตัดจะเกิดขึ้นโดยไม่ยากนอกจากนี้ความสูงไม่เพียงพอของฟันทำให้เกิดความร้อนสูงเกินไปของใบมีดอันเป็นผลมาจากการที่ไมโครเกิดรอยแตกได้
มุมฟันด้านหน้า
มุมคราดหรือมุมของการเหลาจะเป็นตัวกำหนดระดับการยึดเกาะของวัสดุสำหรับชิ้นงาน มุมเหลาขนาดใหญ่จะไม่สามารถทำให้ได้ความแม่นยำสูงเมื่อตัดโลหะ ในขณะเดียวกันมุมเล็ก ๆ จะช่วยให้คุณสามารถตัดชิ้นงานที่มีคุณภาพดี แต่ลดประสิทธิภาพของเครื่องมือ
การเลือกใบเลื่อยวงเดือนสำหรับไม้
ประการแรกเพื่อที่จะเลือกใบมีดที่เหมาะสมสำหรับวงดนตรีที่เห็นคุณควรมองเข้าไปใน คำแนะนำสำหรับเครื่องของคุณ. มันจะแสดงพารามิเตอร์ทั้งหมดของเลื่อยวงที่สามารถตั้งค่าในรูปแบบของอุปกรณ์นี้ (ความกว้างสูงสุดและต่ำสุดของเทปเช่นเดียวกับความยาวของมัน) ความยาวของผืนผ้าใบต้องตรงตามที่ระบุไว้ในหนังสือเดินทางไปยังหน่วย
ความกว้างของสแน็ปอิน
ความกว้างของสายพานจะถูกเลือกขึ้นอยู่กับการทำงานที่จะทำบนเครื่อง นอกจากนี้ความกว้างของข้อ จำกัด ของเทปไม่เพียง แต่ความกว้างของรอก แต่ยังมีเส้นผ่าศูนย์กลาง มีเส้นผ่านศูนย์กลางวงล้อขนาดเล็กเทปกว้างที่ติดตั้งอยู่จะทำลายและระเบิดในที่สุด ดังนั้นสำหรับแต่ละยูนิตจึงมีข้อ จำกัด เกี่ยวกับความกว้างของสแนป
สำหรับการตัดตรง มักใช้เลื่อยที่มีความกว้าง 20 ถึง 30 มิลลิเมตร แน่นอนในเครื่องวงกลมคุณสามารถตัดตามแนวยาวได้เร็วขึ้นและถูกต้องมากขึ้น แต่มีข้อจำกัดความสูงอยู่ที่ความสูงไม่เกิน 80 มม. เครื่องเลื่อยวงเดือนสามารถผลิตชิ้นงานได้สูงถึง 200 มม. ขึ้นไป
แต่งานหลักของเทปรวมคือ คิดตัด. เครื่องมือที่เล็กที่สุดที่สามารถติดตั้งบนเครื่องเลื่อยสายพานเป็นริบบัวกว้าง 3 มม. ตัดวงกลมที่มีรัศมีเดียวกัน
ยิ่งความกว้างของเทปยิ่งรัศมีต่ำสุดที่สามารถตัดได้เท่าใดก็ได้ ตัวอย่างเช่นเทปที่มีรัศมีการตัด 12 มม. ต่ำกว่า 60 มม. จะไม่ทำงาน และสำหรับความกว้างของเทปที่ 25 มิลลิเมตรรัศมีต่ำสุดจะอยู่ที่ประมาณ 100 มิลลิเมตร
โดยเฉลี่ยแล้วความกว้างของใบมีดควรมีขนาดเล็กกว่ารัศมีการตัดต่อชิ้นงานสามเท่า ดังนั้นอุปกรณ์จึงถูกเลือกตามภารกิจ
สนามฟัน
ระบุด้วยตัวเลขที่ระบุจำนวนซี่ฟันต่อนิ้ว ใช้ค่าตัวเลขของขั้นตอน ก่อนย่อ TPI. เมื่อเลือกขั้นตอนควรได้รับการพิจารณา:
- ความหนาของชิ้นงาน
- ความแข็งของวัสดุชิ้นงานคืออะไร
- สิ่งที่คุณต้องการได้รับขอบสะอาดของส่วนหลังจากตัด
เพื่อให้ตัดพลาสติกและตัดไม้ได้อย่างมีประสิทธิภาพต้องมีเทปตัดอย่างน้อยสามใบต่อนิ้ว ฟันต่อไปจะมีขนาดประมาณ 1 นิ้วการตัดจะดีกว่า แต่จะลดอัตราการป้อนและลดค่าความหนาของชิ้นงานลง
ตามขอบของฟันใบมีดแบ่งออกเป็นสองประเภทคือ "ข้าม" และ "ปกติ" ประเภทผ้า "ข้าม" มีสนาม 3-6 TPI ระหว่างฟันมีพื้นที่สำหรับการกำจัดขี้เลื่อยอย่างมีประสิทธิภาพเนื่องจากการกำจัดที่ไม่ดีทำให้คุณภาพของการตัดลดลง ประเภทของผ้า "ปกติ" มีฟันรูปสามเหลี่ยม อุปกรณ์เหล่านี้วางอยู่บนอุปกรณ์เพิ่มขึ้นที 10 ไอพีและสูงกว่า ฟันชนิดนี้ไม่มีพื้นที่เพียงพอที่จะถอดชิพได้อย่างรวดเร็ว เนื่องจากมีจำนวนมากของชิ้นตัดตัดเว็บเช่นนั้นค่อนข้างสะอาด เครื่องมือนี้สามารถใช้สำหรับการตัดชิ้นส่วนขนาดเล็กและจากวัสดุแข็ง
ภาพวาดประเภทนี้มีลักษณะดังต่อไปนี้
- 3 TPI "ข้าม" ผืนผ้าใบใช้สำหรับการเลื่อยไม้อย่างไม่สม่ำเสมอ หนา. Snap ผลิตเลื่อยตามเส้นใย หากต้องการปรับปรุงคุณภาพการตัดอย่างน้อยสักนิดคุณสามารถยืดเทปไปยังเครื่องได้สูงสุดและลดอัตราการป้อน

- 4 TPI "ข้าม" เป็นเครื่องมือสากลสำหรับเลื่อยตามเส้นใย ใบมีดชนิดนี้สามารถแปรรูปเป็นไม้ได้มากที่สุด ได้แก่ ช่องว่างที่มีปมจำนวนมาก ถ้าทำได้ดีในการดึงเลื่อยและลดฟีดคุณภาพของการตัดจะใกล้เคียงกับผิว

- 6 TPI "ข้าม" นี่เป็นเรื่องง่าย วัตถุประสงค์ทั่วไป. เธอเห็นช่องว่างกว้างถึง 50 มม. (ตามเส้นใย) และไม้ผ่านเส้นใยหนาไม่เกิน 150 มม. ตัวเลขเหล่านี้ระบุไว้สำหรับวัสดุเลื่อยที่มีฟีดปกติให้กับเลื่อย หากฟีดลดลงคุณสามารถประมวลผลชิ้นส่วนที่มีความหนามากขึ้นได้ เครื่องเลื่อยนี้มีคุณภาพตัดและเหมาะสำหรับไม้เกือบทุกประเภท

- 10 TPI "ปกติ" ใบมีดใช้สำหรับเลื่อยแผ่นวัสดุ (แผ่นไม้อัดไม้อัด MDF ฯลฯ ) สำหรับตัดโลหะและพลาสติกที่ไม่ใช่เหล็ก แต่เมื่อประมวลผลช่องว่างโลหะจำเป็นต้องลดความเร็วในการเคลื่อนที่ของเครื่องมือ เครื่องทั้งหมดไม่ได้มีโอกาสดังกล่าว

- 14 TPI "ปกติ" คุณสามารถตัดไม้อัด, MDF, chipboard และพลาสติก สำหรับไม้ธรรมชาติความหนาไม่ควรเกิน 25 มิลลิเมตร การตัดที่สะอาดที่สุดของเว็บนี้จะได้รับด้วย อัตราการป้อนอาหารต่ำสุด. นอกจากนี้เครื่องมือนี้สามารถตัดโลหะอ่อนที่ความเร็วเทปต่ำ

รูปร่างคัทเตอร์
ใบมีดสามารถมีรูปฟันต่อไปนี้ได้
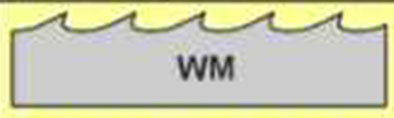
- WM แท่นขุดเจาะซึ่งมีรายละเอียดของเครื่องตัดนี้ถูกออกแบบมาสำหรับการเลื่อยไม้ที่นุ่มและแข็งและ เป็นสากล. โปรไฟล์ใช้กับใบเลื่อยที่มีความกว้างไม่เกิน 50 มม.
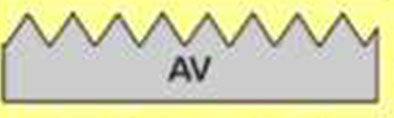
- AV รายละเอียดฟันที่ได้รับอนุญาตให้จัดการได้ ด้วยไม้เนื้อแข็งรวมทั้งแช่แข็ง นอกจากนี้เลื่อยดังกล่าวสามารถผลิตตัดขวางของวัสดุ
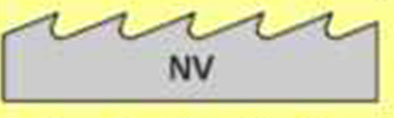
- NV ใช้กับเทปที่มีความกว้างถึง 30 มม. ซึ่งสามารถใช้งานได้ การตัดตัวเลข ไม้ใด ๆ
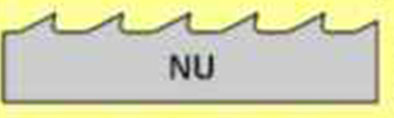
- NU โปรไฟล์มีรูกลมขนาดใหญ่ ใช้สำหรับเลื่อย ไม้อ่อน
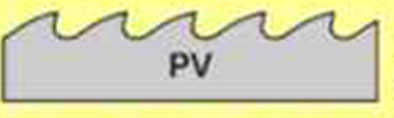
- PV โปรไฟล์นี้ใช้กับเครื่องมือกว้างกว่า 50 มม. ขอบคุณโปรไฟล์ PV, เลื่อยมีเสถียรภาพที่ดีเมื่อเลื่อยไม้เนื้ออ่อน
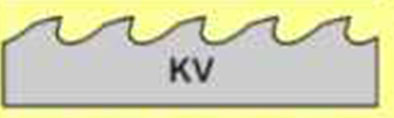
- KV ใช้กับเทปกว้าง (สูงสุด 80 มม.) สำหรับเลื่อยไม้เนื้ออ่อน
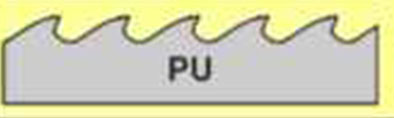
- PU ใช้สำหรับเลื่อย ไม้เนื้อแข็ง บนเทปกว้างกว่า 80 มม.
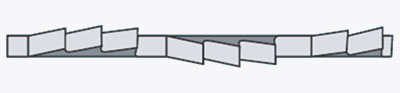
รูปแบบของฟัน
ฟันบนใบเลื่อยหย่าเพื่อลดแรงเสียดทานของใบมีดบนชิ้นงานและป้องกันไม่ให้ติดขัด ความกว้างของการตัดควรเกินความหนาของอุปกรณ์ประมาณ 30-60%
รูปแบบของฟันหน้าสามารถมีได้สามแบบ
- การจัดวางแบบคลาสสิก. ฟันเห็นโค้งงอในทิศทางที่แตกต่างกันและไปในระยะเดียวกัน
- เค้าโครงลอก
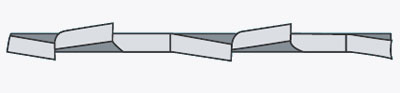
ทุกซี่สองซี่ถัดไป (หนึ่งในสาม) ไม่โค้งงอและมีรูปร่างเป็นรูปสี่เหลี่ยมคางหมู เครื่องตัดตั้งอยู่กลางเครื่องมือและกำหนดทิศทางสำหรับทั้งวงที่เลื่อย รูปแบบนี้ใช้สำหรับเลื่อยที่ใช้วัสดุแข็ง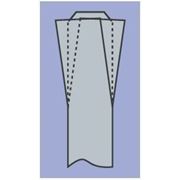
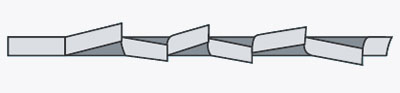
- การจัดวางคลื่น ถือว่ายากที่สุด ฟันหน้างออยู่ในรูปของคลื่นในทิศทางต่างๆ
สิ่งสำคัญคือต้องรู้ว่าในขณะที่ทำโครงร่างของฟันเครื่องมือทั้งหมดไม่ได้โค้งงอ แต่ส่วนของมัน: จาก 1/3 ถึง 2/3 ของระยะห่างจากด้านบนของฟัน ผู้ผลิตเครื่องมือแต่ละรายแนะนำการโก่งฟันของตัวเองไปทางด้านข้าง แต่โดยเฉลี่ยอยู่ในช่วง 0.3 ถึง 0.7 มม.
วัสดุที่นุ่มนวลควรให้ใบพัดที่แข็งแรงขึ้นและในทางกลับกัน แต่มันเป็นไปไม่ได้ที่จะอนุญาตให้มีการเดินสายไฟฟันตัดฟันเพื่อให้อยู่ตรงกลางตัดไม่ควรตัดส่วนใดส่วนหนึ่ง ควรระมัดระวังเพื่อให้ฟันเลื่อนไปทางด้านข้าง ระยะทางเดียวกัน. หากเลย์เอาต์ไม่สม่ำเสมอวงดนตรีที่เห็นจะเลื่อนไปทางด้านข้างโดยที่ฟันมีความเอียงสูงกว่า
เลื่อยวงเดือน Sharpening
แน่นอนว่าควรจะเพิ่มความคมชัดของวงดนตรีในเครื่องพิเศษในการฝึกอบรมเฉพาะทาง ใช่และเลื่อยมือระดับมืออาชีพราคาถูก แต่ถ้าเหตุผลใดก็ตามที่คุณไม่มีความสามารถในการพกพาใบเลื่อยได้เครื่องมือสามารถแก้ไขได้อย่างอิสระ
เลื่อยวงเดือนที่ผลิตโดย ไฟล์หรือไฟล์ขนาดเล็ก บนขอบด้านหน้าและด้านหลังของฟันด้วยการเคลื่อนไหวหลายครั้ง (3-4) สำหรับฟันแต่ละซี่

นอกจากนี้ยังเห็นวงดนตรีสามารถคมชัด ใช้ช่างแกะสลักใช้เครื่องมือที่ออกแบบมาสำหรับการขยับเลื่อย


อุปกรณ์ถูกแทรกลงในเครื่องแกะสลักและฟันหน้าจะมีความรุนแรงขึ้นด้วยการเคลื่อนไหวอ่อนโยนที่ส่วนบนของซอกฟัน

ไม่จำเป็นต้องใช้โลหะที่แข็งแรงเพียงแค่ทำให้มันสว่างขึ้น
คุณยังสามารถลองเพิ่มความคมชัดและ เลื่อยโลหะ. แต่โดยปกติแล้วจะไม่คมขึ้นเนื่องจากส่วนตัดของแถบเลื่อยเหล่านี้มีทั้งสองด้านหรือมีเขตการชุบ ฟันบนเทปดังกล่าวทำงานได้จนกว่าพวกเขาจะสลายและอาจมี microcracksหากพวกเขาถอยหลังพวกเขาจะเริ่มสลายได้เร็วขึ้นหรือพวกเขาจะเริ่มลดลงแม้แต่น้อย
/rating_off.png)











